Schweißen
Schweißen ist eine Gruppe von Fügeverfahren um verschiedene Materiale dauerhaft zu verbinden. In unserem Haus bieten wir verschiedene Schweißverfahren an, die abhängig von Material und Kundenanforderung zum Einsatz kommen.
Unser Leistungsspektrum im Überblick:
- Über 50 Handschweißplätze für WIG-, MIG-, MAG-Schweißverfahren
- Portalschweißroboter im MAG-, MIG-, CMT-Schweißverfahren inkl. 2 Wechselstationen mit Dreh- und Kipptischen
- Orbitalschweißen
- Automatisiertes Bolzenschweißen bei einer max. Bauteilgröße von 1.250 x 2.250 mm
- Widerstandspunktschweißen
- Laserschweißen
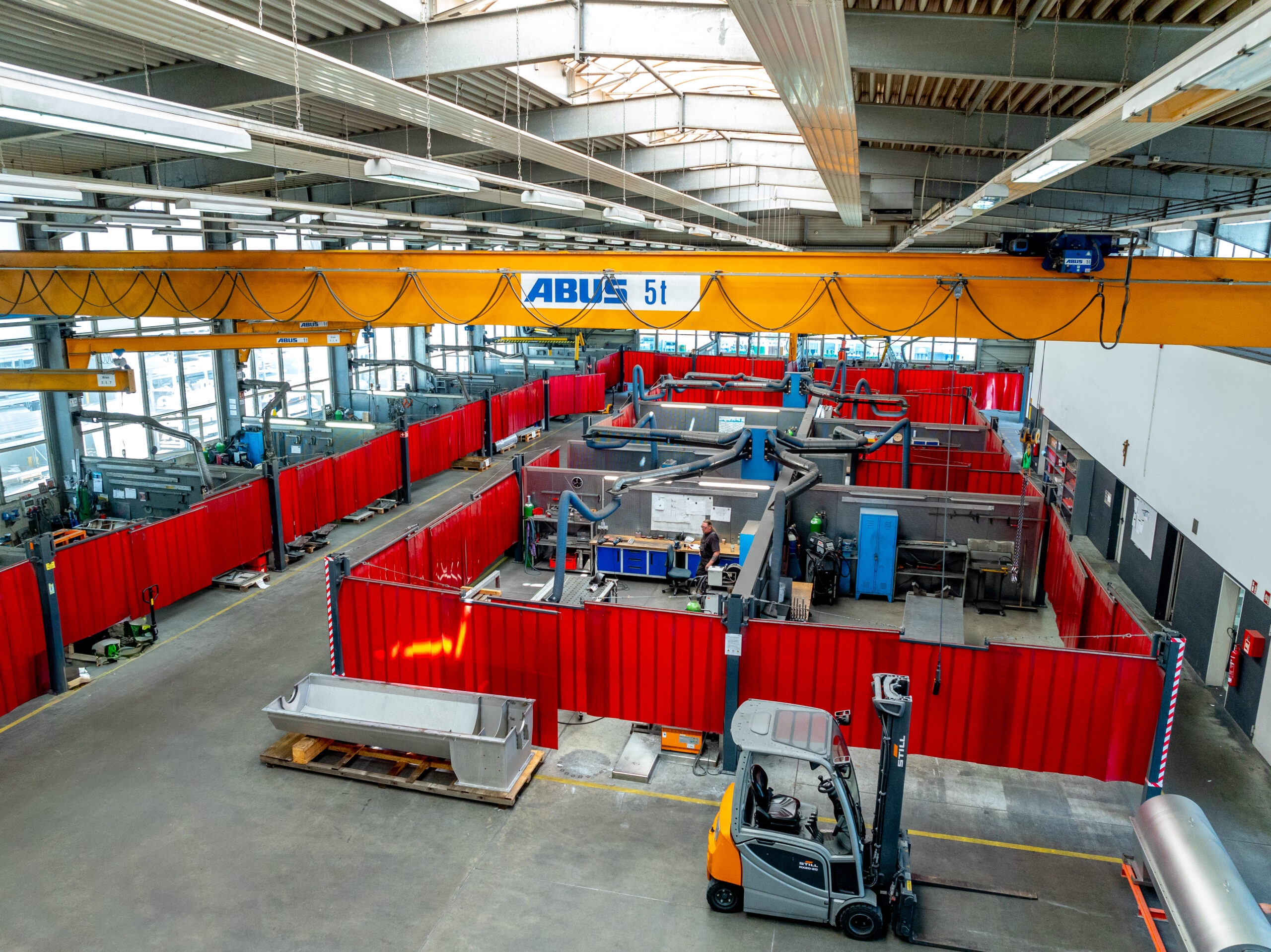
- Verarbeitung von Stahl, Edelstahl und Sondermaterialien in abgetrennten Schweißbereichen
- Qualifizierte Schweißer nach DIN EN 9606 und DVS ZERT EN 1090-2 und DIN EN ISO 3834-3
- Schweißerqualifikation nach ASME und CRN (Kanadische und Nordamerikanische Zertifizierung für Druckbehälter)
Für Sie im Einsatz:
CNC-Bolzenschweißen
Max. Bauteilgröße:
bis 1.250 x 2.250 mm
Max. Bolzengröße:
Bolzen mit Spitzenzündung bis M8

Für Sie im Einsatz:
Roboter-MAG-Schweißverfahren mit Dreh-Kipp-Tisch
Zu Bearbeitende Bleche:
Edelstahl, Stahl
Max. Bauteilgröße:
3.800 x 1.300 x 1.200 mm
Roboter-MAG-Schweißverfahren mit CMT Verfahren

Für Sie im Einsatz:
Widerstands-Punkt-Schweißen
Zu Bearbeitende Bleche:
Edelstahl und Stahl

Für Sie im Einsatz:
Handschweißverfahren
WIG- MIG- & MAG Schweißen
an über 50 Handschweißarbeitsplätzen